The Wrap-around Case Packer is an increasingly popular secondary packaging solution.
According to FMI, the Wrap-around market is expected to grow at an annual CAGR of 2.7% over the next decade.
Although it can be applied to virtually infinite sectors, it is most commonly used in
food & beverage, pharmaceuticals, and retail.
Its versatility and ability to provide durable and visually appealing packaging make it highly widespread in the retail sector.
It is ideal for products requiring high levels of protection and stability during transportation and storage.
It ensures goods are hermetically sealed, minimizing and preventing the risk of damage.
In this article, we will analyze:
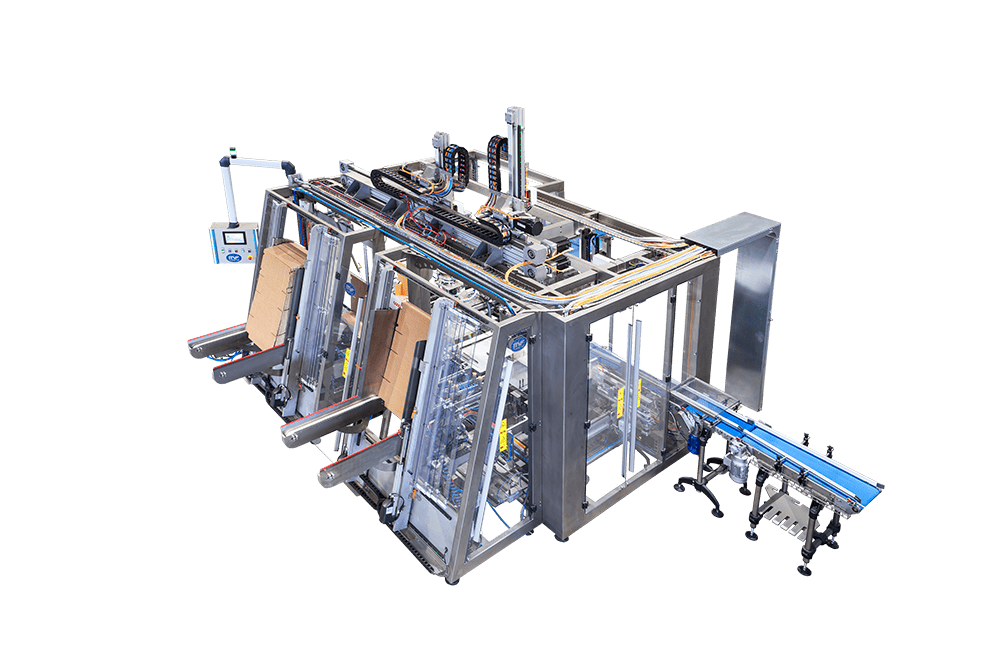
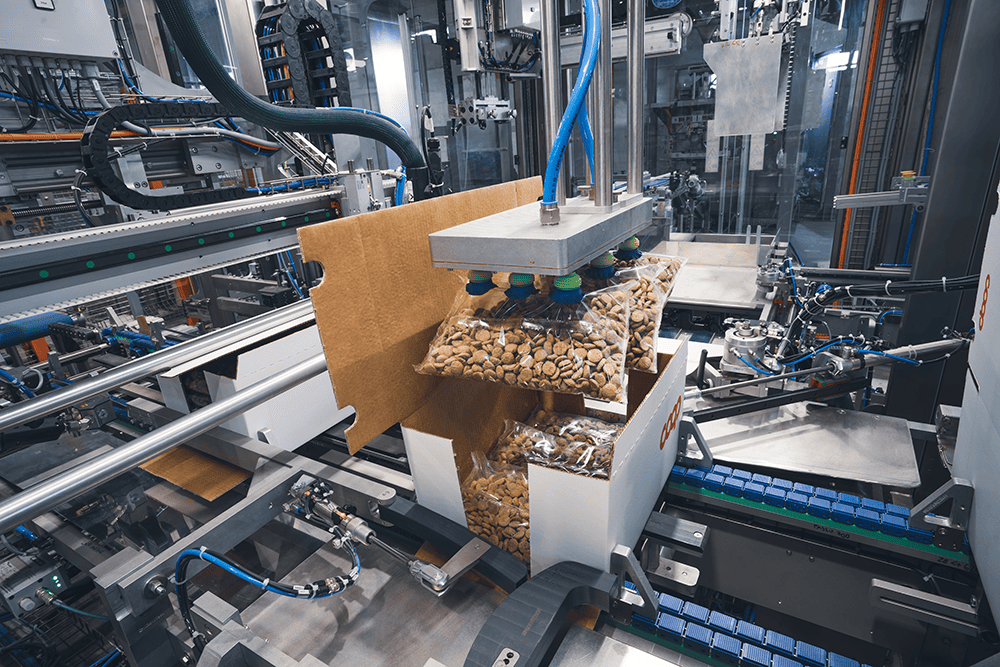
The Wrap-around case packer forms the packaging directly around the product using an open die-cut carton, which is then sealed with a hot melt system.
This allows the creation of customized boxes or enclosures around the products, ensuring security, protection, and stability.
Unlike other solutions, this all-in-one system reduces the total amount of carton used and increases overall efficiency, hence a carbon footprint reduction.
It meets the needs of large-scale distribution by providing various types of packaging.
This machine offers several advantages, including:
It helps manufacturers, retailers, and distributors optimize supply chain management.
The creation of perfectly squared packages that closely adhere to the product ensures better palletization.
This machine is highly versatile, allowing the processing and handling of different products, formats, and sectors.
It is extremely popular in the processing of consumer goods.
The Wrap-around Case Packer is designed to produce packaging ready for display and retail sales in supermarkets and stores.
It facilitates transportation and quick shelf restocking.
The ability to customize multiple package formats allows easy access and minimal product handling.
This packaging solution reduces the use of packaging materials, ensuring significant cost savings. In particular, it is an excellent medium-to-long-term investment because it reduces:
This investment reduces the company’s environmental footprint and ensures compliance with new legislative standards (PPWR).
It helps brands present and communicate their product and image effectively. It offers unparalleled visibility compared to other packaging machines.
This enhances brand appeal against competitors and increases overall sales.
Wrap-around machines can process more cartons per minute than traditional systems. This increases productivity while reducing labor requirements.
It ensures continuous production cycles.

Among case packers, we distinguish between the Wrap Around Case Packer and the RCS Case Packer.
The Wrap-around Case Packer forms the box from flat carton stock, which is then wrapped around the product.
Several factors should be considered when investing in a wrap-around case packer:
The type of case being processed determines the choice of machine.
The Wrap-around case packer is highly versatile and can form various types of cases, including:
The type of product to be packaged plays a major role in machine selection.
Generally, they are suitable for regular-shaped, stackable products, including multipacks and display packaging.
Commonly processed products include:
These are frequently found in the food, beverage, pet food, and pharmaceutical industries.
On the other hand, RCS case packers are the preferred choice for heavier, irregular, or fragile products, who need to be only transported from the factory to their final destination, such as:
Production requirements and the desired level of automation are also key considerations.
The Wrap-around Case Packer is best suited for high-productivity, scalable, and automated production environments.
Another important factor is the initial investment.
A comprehensive evaluation should consider not just the upfront cost, but also the ROI, including material savings, labor reduction, and overall efficiency improvements.
Wrap-around case packers are highly versatile, allowing them to adapt to different industries, applications, and box types.
MF TECNO case packers offer versatility, reliability, and high productivity.
Their modular design allows adaptation to various customer requirements, providing tailor-made solutions.
They are designed for different types of packaging, including:
The ergonomic design, touchscreen control panel, and 360° accessibility significantly facilitate operator interventions.
It ensures high productivity, reaching cycles of 20 tray and lid boxes per minute.
The inclusion of different closing modules, an automatic carton magazine, and various gripping systems helps optimize the production cycle.
The in-house production of every single component ensures competitive delivery times and efficient after-sales service.

We specialize in manufacturing complete packaging systems.
We offer turnkey solutions, covering product transportation, packaging, and secondary packaging.
Thanks to continuous investments in research and development, we have developed a wide range of machinery for our customers.
Each model is entirely designed, produced, assembled and tested in our facility.
This allows us to provide tailor-made solutions to meet various project requirements.
We provide a single point of contact, fully responsible for every project phase, from design to after-sales support.
This ensures fast delivery times and a punctual, efficient after-sales service, guaranteeing a quick return on investment (ROI).
We are an international company with over twenty years of experience in the sector.
Ask for a quotation, and we will contact you within one business day.


 FREE QUOTE
FREE QUOTE


















 Request information
Request information 